
Double Layers Trapezoidal Corrugated Roofing Panels Roof Sheet Making Machinery
Cangzhou Dixin Roll Forming Machine Co., Ltd.- After-sales Service:1
- Warranty:1
- Tile Type:Glazed Steel
- Certification:CE, ISO, ISO9001: 2000, ISO 9001:2008, CE, ISO 9001:2000
- Condition:New
- Customized:Customized
Base Info
- Model NO.:840
- Usage:Roof, Wall, Floor
- Transmission Method:Hydraulic Pressure
- Mode:840,825 Double Layer Roll Forming Machine
- Panel Profile:Can Be Design as Your Requiirement
- Feeding Width:1200mm and 1120mm or as Panel Drawing
- Feeding Thickness:0.25-0.75mm
- Control System:PLC Control and Manual Control
- Roller Material:No.45 Forged Steel with 0.05mm Chromium
- Shaft Diameterl:75mm
- Forming Steps:15 Rows and 13 Rows or as Panel Drawing
- Quality Gurantee:One Yaer
- Forming Speed:8-12m,Min
- Transport Package:Waterproof Package
- Specification:1000,32, 1000,19
- Trademark:DIXIN
- Origin:China, Hebei
- HS Code:845522
- Production Capacity:25 Sets Per Month
Description
Basic Info.
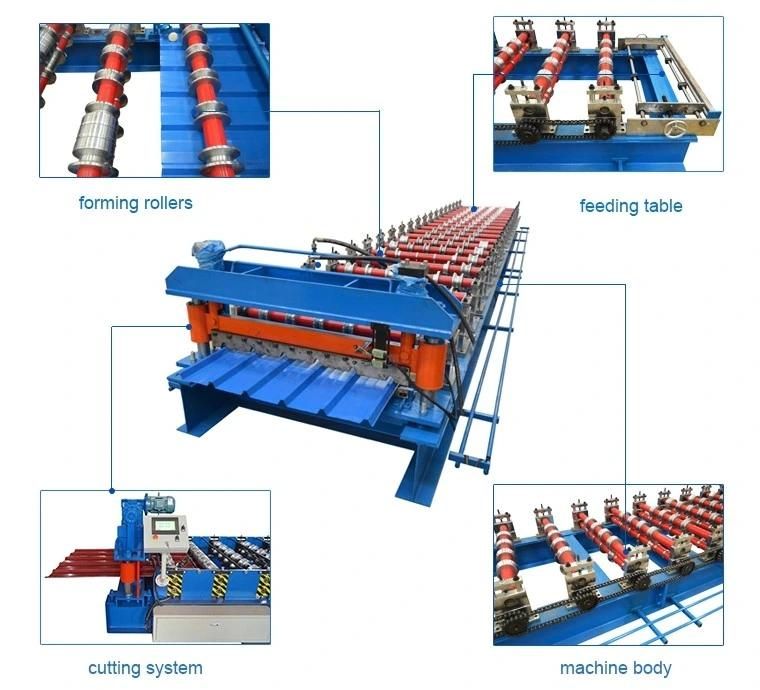
Model NO. 840 Usage Roof, Wall, Floor Transmission Method Hydraulic Pressure Mode 840/825 Double Layer Roll Forming Machine Panel Profile Can Be Design as Your Requiirement Feeding Width 1200mm and 1120mm or as Panel Drawing Feeding Thickness 0.25-0.75mm Control System PLC Control and Manual Control Roller Material No.45 Forged Steel with 0.05mm Chromium Shaft Diameterl 75mm Forming Steps 15 Rows and 13 Rows or as Panel Drawing Quality Gurantee One Yaer Forming Speed 8-12m/Min Transport Package Waterproof Package Specification 1000/32, 1000/19 Trademark DIXIN Origin China, Hebei HS Code 845522 Production Capacity 25 Sets Per MonthProduct Description
Double Layer Roof panel steel sheet Roll FormingAs many different shapes roofing sheets,the roofing sheet shape customized.This is just for your reference of one set we sold before.
Where is our High quality glazed tile IBR or corrugated sheet double layer trapezoidal roof press making machine difference from other competitors?
For this roof press making machine, we have below advantage:
- We choose a innovative way that already solved the glazed tile press step distance problem.
That method can ensure the each finished glazed tile will in a same distance step and can be well overlap one by one together.
This can save you a lot of money and time for you about this problem.
- We are focus on machine detail design, will use many years experience to supplement the machine details and avoid some problems.

2.Technique parameters
(1) Processing material: aluzinc/galvanized steel/colored steel coil
(2) Material thickness: 0.30-0.80mm
(3) Effective width: 840mm/825mm
(4) Feeding width: 1000mm
(5) Main motor power: 5.5kw
(6) Pump power: 4 k
(7) Shaft diameter: 75mm
(8) Forming steps: up level 11 steps for 840 profile;down level 13 steps for 825 profile
(9) Roller material: 45# forged steel, with hard chrome plating
(10) Main frame: 350H steel
(11) Medium plate thickness: 16mm
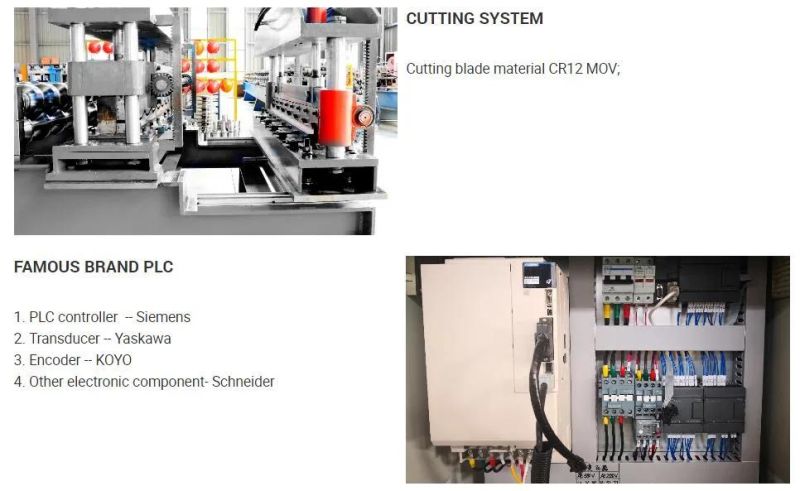
(12) Control system: PLC computer control with inverter
(13) Power supply: 380V, 3 Phase, 60Hz or as requirement
(14) Overal sized: 7500mm*1500mm*1500mm
3.Rules of roll forming
- The material being formed must use the same length at each forming operation. If the length of material varies from one forming operation to another, unnecessary stresses can build up causing problems such as ripples, herringboning and double bending.
- Stresses in the formed elements and the sheet edges must be well within the yield stress of the material. Stress levels above the yield stress will cause the material to increase in length and subsequently create either a wave on the strip edge, or cause the section to curve away from the stressed edge where the two edges are turned up. In the case of a section with one up-turned edge and one down-turned edge, the stress will manifest as a twist along the length of the sheet. On thinner materials high stresses usually manifest themselves as a herringbone effect.
- The material spring back must be allowed for by over bending. Unless an allowance is made for spring back the outer forms will lie back, and where humps or similar are formed in the centre of the section the overall cover width will expand.
- The neutral axis must be used wherever possible. Forming on the neutral axis creates equal stresses of a lower order than base line forming and will produce a level section on exiting the forming process. Base line forming on higher sided profiles will normally create a downward curve in the sheet.
- The peripheral speed of the roll contact faces should be constant within a small tolerance. When the peripheral speed of a roll varies to that of the linear speed of the section being formed scuffing will occur. This will result in damage to the surface of the material and reduced roll life. Opening up the gap between top and bottom rolls to reduce the scuffing will cause malformation of the profile.
- The line of the form over the forming stations must be convex. If a line taken over the tops of the push up rolls over the forming stations does not form a convex shape, the leading edge of the sheet passing over the final form roll will lift clear of the intermediate form rolls. This lifting will cause increased stresses in the sheet at the final rolls.
- When a roll pushes up a bend there should be a corresponding roll to bend about. When a form roll pushes on the section, if there is not a roll for it to bend about the form will take the easiest route, usually bending the section away from the roll
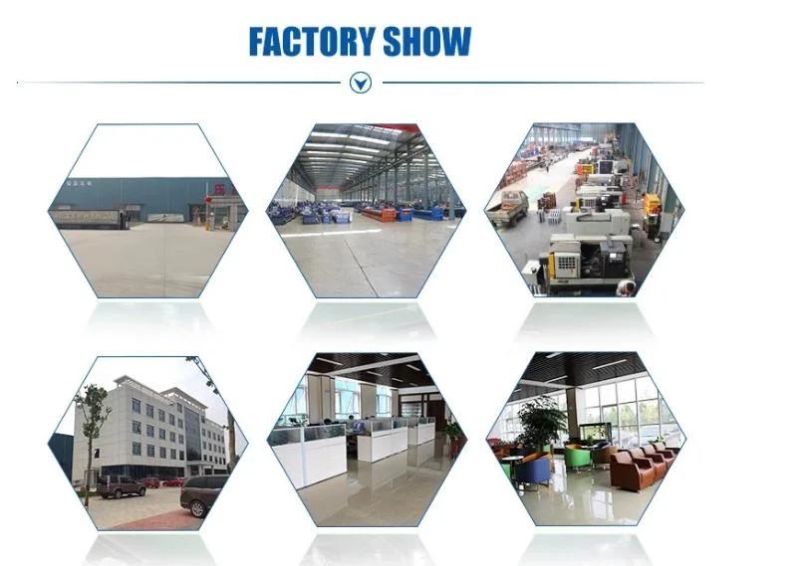
4.Factory machine and office

5.shipping
1.Tighten to container with steel wire rope and welded angel iron.
2.Main forming machine and unciler is naked (if you need we can also packed with water-proof plastic)
3 .Roll forming machine PLC control system and moter pump are packed with water-proof plastic coveragePortTianjinLead Time :30 days after your pre-deposit
----------------------------------------------------------------------------------------------------------------------
6.Payment term
TT, you should pay 30% as the deposit on the order day, then pay 70% before
2.Warranty
12 months, and lifelong technical support service
3.Installation
If you need, we will send one technician to your factory to install & testing the
and local accommodation, and pay 90 USD/day for salary.
If you want to get more information about our equipment ,
Please feel free contact Nancy
